INDIGO- DYEING VARIOUS METHODS
EXPLAINED AND COMPARED
The indigo dyeing and processing methods -currently used – for dyeing indigo warps were introduced from 1978- 1987 to obtain a higher productivity and savings in dyeing or to achieve the required darker shades (hard rock washing, super blue, soft denim), or softness of the yarn for final finishing. The following table gives you a comparison of the possible processing stages such as:
1- Indigo rope dyeing process
2- Indigo one sheet dye slashing
3- Indigo double sheet dyeing
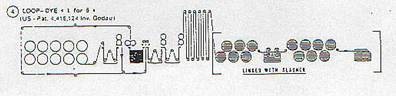
4- Loop dye 1 for 6 (continuous dye slashing)
5- Loop dye 1 for 6 with dyemer (continuous mercerization dyeing and sizing).
For the five major Indigo dyeing methods for the basic denim, super blue denim, soft denim, stone wash denim, we also must take into consideration that a certain appearance of the garments is only achieved after a certain washing method. (Chemical washing, stone washing, hard rock washing), use of certain sizing agents (soft denim) or irregular appearance in warp or weft direction by using a yarn with slubs and neps (antic denim).
The final finishing methods have influence on fabric construction and dyeing methods.
CHEMICAL WASHED DENIM
The creator of snow wash denim or of f-side denim is Edwin Co. Limited Japan. These chemical washed types of ready made garments show less tensile strength and a harder hand.
STONE WASHING
With soft stones it takes 20 – 30 min. to achieve the desire surface appearance.
DRY BLEACH
Soft rock are socked with chloride and the garment treated in washing machines.
HARD STONE WASHING
Treatment takes approx. 3 – 4 hours. A very soft hand the garments is achieved. Due to the extended time of treatment in washing with hard rocks the strength of fabric is influenced. This treatment requires improved yarn quality and deeper dyed shades. Hard stone washing fades out partly at hems and stitched lines.
SUPER BLUE
Deepness shade is achieved by dyeing in 8 – 12 dye boxes with rope dyeing methods. With mercerized yarn where the colour stays at the surface of the yarn (ring dyeing) with continuous loop dye range with integrated mercerizing and dyeing unit (dyemer).
BLACK DENIM
Sulfur dyed, padazoic dyed etc. on continuous dyeing sizing machines or loop dye ranges.
INDIGO DYESTUFF AND ITS CHARATERISTICS
Indigo has despite many other blue dyestuffs kept its popularity. This by no doubt is achieved by the fact that Indigo has a number of properties which have in this combination not yet been achieved by other single dyestuffs. The main properties are:
Pleasant colour shade.
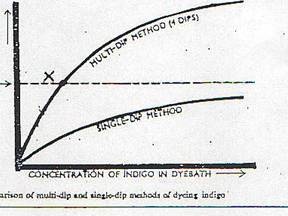
Possibility to achieve by simple repeated dipping, deep marine blue shade.
Possibility to dye cotton in cold dye bath.
Competitive in price.
Possibility to achieve an acceptable colour fastness and the exceptional advantage by repeated washing of fading colour, to keep the colour shade that always a clear, pleasant blue shade result. The following drawing shows the symbolic built-up of dye stuff of the yarn according to the multi-deep process.

The sketch shows how Indigo layers one after the other are placed on the surface of the yarn then again scraped off, similar to knife through force or tension or by washing. An Indigo has only a very low affinity and the depth of colour of the fibre is achieved by repeated dipping / oxidation. Each dipping cycle occur in a certain balanced manner as dye stuff is observed by the fibre at the same time and part of the already
oxidized dye stuff is reduced and migrates from the fibres.

With increasing dipping operations , the balance of absorption / migration moves towards migration.
A very important factor for the reduction of migration is the squeezing effect and the oxidation which follows. A high squeezing effect promotes a quick and thorough oxidation and reduces the migration and reduction in the following bye bath.
With the low squeezing effect ie with high liquid absorption, the purely visual impression of a good oxidation can be deceptive as the outer colour skin looks blue. In the core of the thread however less vat dye stuff may be deposited Let us have a close look at the different dyeing systems.

CONVENTIONAL CLASSICAL
CONTINUOUS INDIGO ROPE DYEING
The classical rope dyeing system is very labor intensive and consists of:
Ball warping
Indigo dyeing
Rebeaming on long- chain-beamer
Sizing
Yarn from the ring spinning machine is wound on automatic winding machines on to a suitable package either cylindrical or 5057 cone. The winders are directly linked to the ring spinning frames and the cops joint by splicing. OE yarns are directly creeled up on the Ball warper.
The required No. of ends (usually 380 – 420 ends) are assembled into a rope. These ends are wound onto a core. The rope is guided similar as a cross wound package and wound into a ball, length of ball approx. 12 – 15.000 meters.
A lease is inserted at the start and end of the rope. The facilitate Rebeaming every 1000 meters an additional lease is inserted. Usually 18 – 24 ropes are simultaneously process on the rope dyeing machine. Prior to dyeing, the ropes are boiled out and treated with caustic-soda and wetting agent to remove from the cotton oil, impurities which could influence the fastness for the dye.
To dye with indigo, the ropes are immersed into the dye-bath. To dye in rope 30 – 60 seconds immersion (20 meters yarn) and 60 - 180 seconds are required for the oxidation of the Indigo dyestuff to ensure that also ends in the centre of the rope are equally dyed. Please note that squeezing pressure is important- 5 tons- as fastness of colour and shade depends on even squeezing pressure. The comparatively long immersion and oxidation time requires a comparatively expensive equipment of machinery.
In order to obtain the required deep shade of blue colour the ropes are immersed 5 – 6 times in a sequence of dye boxes with an oxidation range - so called skying - after each dye box. (Indigo belongs to the group of the vat dyes which is water-soluble in reduced solution and becomes an insoluble pigment when oxidized.

Having passed the dyeing and oxidation rage the ropes are guided through 2 or 3 washing boxes to wash off excessive dye .In the last box softener are added to ease the opening of the ropes. They are dried in a series of cans. The dried ropes which contain 380 – 420 ends are then deposited into large coilers .Rebeaming with 300 – 380 ends per rope is easier. These coilers are placed behind the long chain beamer where the Rebeaming and opening of the ropes takes place. In order to guarantee even yarn tension through Rebeaming on to a back beam ready for sizing the ropes are guided over a tension device which is placed approx. 10 -11 meters distance from the long chain beamer. Broken ends which very really happen during process of the rope dyeing are repaired at this process stage. Initially these machines were supplied without yarn stop motion but are available now a days on special request. This is of major importance as lost ends, fluff, 3 – tail ends and yarn remnants can cause inferior performance in weaving.
The so prepared beck beams are now sized in a sizing machine preferably with 2 size boxes. The size pick up varies between 8 – 10%. In Europe mainly modified starches with binders are used, whilst in USA certain low % of PVA is applied in combination with starches by some companies. Depending on the final finishing process (washed denim) with no filler also CMC gives excellent performance in weaving. Special size mixes for soft denim will be discussed separately. We recommend however not to use PVA for sizing of denim as a surface of denim may show a leather skinned appearance.
CONTINUOUS SLASHER DYEING SYSTEM
Contrary to the Indigo rope dyeing system, for the continuous slasher dyeing and sizing back beams are used. That means that the total No of ends required for a weavers beam are dyed, dried, sized and dried simultaneously. The back beam contains similar to rope 380 – 420 ends but distributed evenly over the width of 140 or 160 cm between the flanges so the end lay parallel to each other, warp length 12 – 15.000 meters, similar to the rope dyeing system the full No of ends are pretreated (washed) dyed in 4 dye boxes and oxidized, no softener are used in the last wash box.
CONTINUOUS INDIGO DYEING AND SIZING PROCESS

We must however consider that the squeezing effect is lower and therefore the danger of streakiness and shade variation from centre to out side is also higher. Consequently it would be better to reduce the warping width rather to 140 cm instead of using warper beams with 160 – 180 cm warping width.
The immersion time in the dye boxes is approx. 10 – 15 seconds and time for oxidation 30 – 60 second. The final result is a weaver’s beam. This system allows the installation of less expensive dye rage and less additional preparatory machinery.One of the disadvantages previously when warp preparation (knots, weak, thick places) was not kept at a very high level was that ends sown in the dyeing range could cause major color variation through machine stops.
DOUBLE SHEET CONTINUOUS DYEING
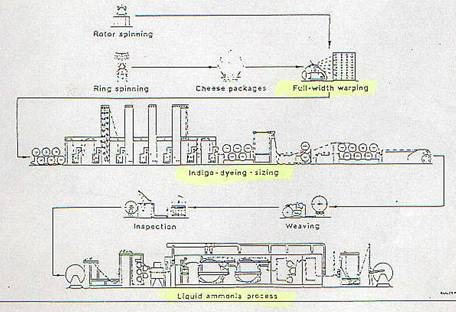
Patents applied for double shade dyeing by E. Godau date back as 1976. With the system dyeing sizing is done in 2 operations. The main reason for dyeing of 2 sheet simultaneously is achieved a more even dyed sheet, that means 8000 – 8200 end are dyed, oxidized, dried and the full length of the warper beam 12.000 – 15.000 meters flange diameter. These beams are transported with the aid of air cushions to the sizing machine and the yarn sheet sized in double size boxes. Immersion time and oxidation time is the same as with continuous slasher dyeing. Indigo full-width warping process

With double sheet dyeing the linear warp thread density is doubled. Therefore: Squeezing effect is increased,
An even squeezing over the whole width is achieved, Condensation and concentration of ends at one spot show compared to single sheet dyeing no colour strips formation, streakiness or shading in the finished fabric. The production out put of the dyeing is increased by 75%. Dyeing of 3 layers of yarn simultaneously is possible but very difficult to control the beaming on 3 big warp batches.
Unfortunately the double sheet dyeing machine as well as the rope dyeing range cannot be linked with a sizing machine which must be regarded as disadvantage as the processes of dyeing and sizing must be carried out separately.
Loop dye system 1 for 6
Similar to the sheet dyeing systems 10 – 16 warper beams with the total number of ends required for the weaver beams are used. The warper beams are placed in a moveable warp creel which can be loaded whilst one set is in potation.

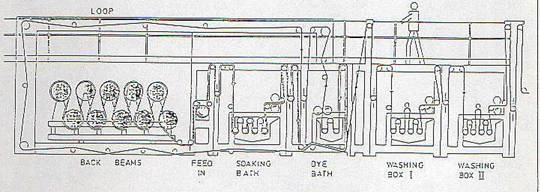
The yarn sheet is guided to the soaking bath through a feed-in system with tension compensation rollers. The soaking bath has the task to prepare the yarn for the following dyeing operation.
The yarn sheet after having been immersed into a single indigo dye bath runs into a long loop where oxidation takes place. As you can see from the slide the back beams are inside the yarn sheet passes through the dye box as often as necessary to obtain the required deepness of shade. One of the advantages is:
Ideal, utilization of Hydrosulphite through squeezing 4 – 6 layers simultaneously and oxidation of yarn in a comparatively long oxidation loop. After the oxidation the yarn sheet is guided through 2 washing boxes into a yarn accumulator and finally on to a series of drying cans, dried up to 25 – 30% final moisture content prior being immersed into size boxes, dried and wound onto a weavers beam.

The molecules are controlled DC drive to maintain warp tensions. Temperatures are automatically controlled as well as the PH value in the dye box. The automatic control unit of the PH value supplies automatically hydrosulfite and caustic soda to stabilize the present value from the start to end of a dye set.
All rollers arein contact with the dyed sheet are fluted, they keep the sheet in position and reduce deposit of dye and build-up of other deposit (fluff). In addition to width is controlled by guides to ensure even distribution of the yarn layer over the whole width of the dyed sheet. All accumulators placed between washing boxes and drying cans guarantees a continuous production of the dye range when a weaver beam has to be exchanged at the head stock. The creels can be loaded with back beam with 1200 mm diameter which allows to warp approx. 36.800 meters of yarn, count No 7, 5 (tex 78) or 50.000 m count No 10 (tex 60). This means that depending on the count normally one cyl-spool is used in warping to fill a warper beam.
WARPING SPEED
PRODUCTION
Speed varies between 1000 m/min, 35 m/min. No 5, 5 (tex 107) and 42 m/min. No 10 (tex 60)
MACHINE STOPS DURING SIZING
For 36800 m, 4 recorded on expansion comb.
WASTE OF MATERIAL
Approx. 15-20 kg per set.
TIME REQUIRED FOR CHANGE OF SET
2 hour
LINEAR WARP DENSITIES IN THE SQUEEZE
The linear density in the nip is calculated in the same manner as for sizing.
Q= linear thread density
F= ends in cm -1
D= diameter of yarn
D= 0,921 mm = 0,921 = 0, 29125
Nm 10 = 3.1622
Q= F x D
As already mentioned previously the warp density has an influence on colour fastness. A higher squeezing effect is achieved due to the over laying of the watp ends this also gives more side to side squeezing, therefore reduce strips formation. The high squeezing effect results also in better, quicker and proper oxidation and better colour fastness.
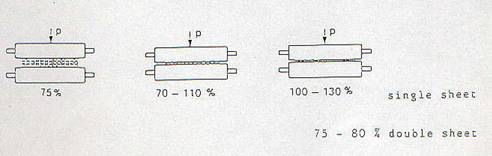
It must be mentioned that recommended dip and oxidation times on warp dyeing ranges are of little use if not the squeezing effect is taken into consideration. Under a given squeeze pressure, for instance 500 kg the squeezing effect of the mentioned 4- dyeing systems can be compared. We can see that similar squeezing effect can be achieved with the loop dyeing system 1 for 6 (75%) as with rope dyeing 70 – 110%. Double dyeing with 2 layers width with 150 cm gives approx. 80% squeezing effect, whilst single sheet slasher dyeing varies depending on count between 100 – 130%.
Loop dye 1 for 6 Rope-dyeing Slasher-dyeing

As only one short indigo dye bath is deeded only one feeding tanks, no separate feeding of chemicals is necessary.
Dye liquor is use in 1500 1 instead of 6-4500 1, therefore less chemicals are in use at same time. Lowe power consumption.
Fine counts can be dyed as well (No 30) For dark shades, black shades or other shades needed by fashion, other indanthrene dye stuff can be directly added into the indigo dye bath (indanthrene yellow or orange).
LOOP DYE 1 FOR 6 COMBINED WITH DYEMER
The demand for dark shades specially dark marine blue for super blue denims also led to new ideas in indigo dyeing ranges have been increased between 8-15 dye boxes with corresponding oxidation ranges.
In some cases Hydroxyaceton has been specially treated with high frequency. Besides achieving a darker shaded with the desire greenish touch it is very suitable for biological treatment. In order to achieve ring dyeing, mercerized yarn has also been used. Mercerizing prevents penetration of dye stuff into the inner code it is suitable for this purpose to obtain an optical blue effect and superior colour fastness and behavior in washing. Mercerizing is very costly, therefore new ways in continuous mercerizing and indigo dyeing was found.
DYEMER
The dyemer range is integrated.
For impregnation padder for hot caustic solution is placed after the heating system. The yarn is guided over cold cylinders and with an adjustable roller the tension of the yarn sheet can be adjusted according to the required tension prior to the scouring in 2 more boxes. After having passed this, the yarn sheet is immersed into the dye box and the same process as with the loop dye method is repeated.
CONTINUOUS DYEING AND SIZING ON THE DYEMER RANGE

If fashion needs other colours than indigo blue it is comparatively simply to dye and size on this range.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Thank you for posting this excellent information..it is very useful to me.
ReplyDeletePolyester Rope Suppliers